Part of Lesjöfors

V prípade bránových pružín spoločnosť Alcomex využíva SH alebo DH (statické alebo dynamické zaťaženie) kvality, v súlade s EN 10270-1, hoci hodnoty stanovené v EN 10270-1 sú nižšie. Norma EN 10270-1/2/3 rozlišuje tri rôzne kategórie ocele:
Skupina 1: druhy ocele podľa použitia a mechanických alebo fyzikálnych vlastností.
Skupina 2: druhy ocele podľa chemického zloženia.
Skupina 3: materiály odolné voči korózii (RVS)

Pokiaľ ide o priemyselné pružiny, dosahujeme štandardne nižšie uvedené kvality drôtov v najbežnejších hrúbkach:
| Materiál | Aktívna zložka | Normálny teplotný rozsah |
|---|---|---|
| Uhlíková oceľ (C75, C85, C100) | 1.1200 / 1.1248 / 1.1269 / 1.1274 | [Tep -40°C tot +120°C] |
| Inox (301, 316, 17-7 PH) | 1.4310 / 1.4401 / 1.4568 | [Tep -150°C tot +250°C] |
| Inconel (X750, 718, 625, 600) | 2.4669 / 2.4668 / 2.4856 / 2.4816 | [Tep -200°C tot +550°C] |
| Hastelloy (C4, C276) | 2.4610 / 2.4819 | [Tep -100°C tot +500°C] |
| MP35N | Body implantable | [Tep -200°C tot +320°C] |
| Berylliová meď | 2.1247 | [Tep -190°C tot +160°C] |
| Fosforový bronz | 2.1020 | [Tep -190°C tot +80°C] |
| Mosadz | 2.0321 | [Tep -190°C tot +120°C] |
Počas analýzy danej aplikácie sa rozhoduje, aká pružina bude použitá. Môže sa stať, že pracovné prostredie pružiny bude tak korozívne, že niektoré materiály by sa jednoducho „rozpustili“.
Ako alternatíva k nákladným materiálom je možné často drôt/pružinu pomocou povrchovej úpravy prispôsobiť na použitie v určitom prostredí. Najčastejšie používanými povrchovými úpravami sú: galvanizácia, fosfátovanie, niklovanie, chrómovanie, práškový nástrek, cínovanie a striebrenie/zlátenie. Všetky tieto povrchové úpravy dodávajú pružinám špecifické vlastnosti a predlžujú ich životnosť bez toho, aby negatívne ovplyvňovali ich mechanické vlastnosti.
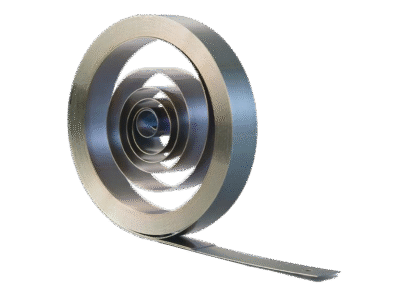
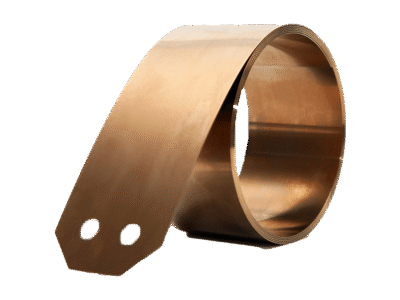
Maximálnu silu špirálovej pružiny určuje predovšetkým hrúbka (a s tým súvisiaca pevnosť v ťahu) drôtu a priemer závitov. Veľkosť maximálneho zdvihu a súvisiaca pružinová konštanta môže byť ovplyvnená zvýšením, prípadne znížením počtu závitov.
Konštanta pružiny: c=∆F/∆f=(G * d^4)/(8 * Dm^3* n)
Tuhosť pružiny: F=c*f=(G * d^4* f)/(8 * Dm^3* n)
Ak sa chcete dozvedieť viac informácií o vzorcoch, kliknite na šípku:
Použitie iného materiálu v aplikáciách s obmedzenými nákladmi je často príliš drahé, čiastočne preto, že „exotickejšie“ materiály sú obmedzene dostupné vo forme drôtu alebo pásovej ocele. Vzhľadom na to, že korózia má negatívny dopad na hrúbku drôtu (a teda aj funkciu pružiny), je dobrá znalosť pracovného prostredia pružiny a najrôznejších povrchových úprav nutným predpokladom pri výrobe pružín na mieru.
Povrchová úprava má svoje riziká a ak nie je vykonaná dobre, môže viesť ku krehnutiu materiálu. Tento jav sa nazýva vodíkové krehnutie a dochádza k nemu všade, kde na povrchu ocele môže vznikať vodík. Vodíkové krehnutie spôsobuje, že oceľ praská už pri oveľa nižšej pevnosti v ťahu, než je obvyklé, navzdory skutočnosti, že v štandardných testoch životnosti oceľ vykazuje normálnu trvanlivosť. K vodíkovému krehnutiu môže dochádzať aj tam, kde sú pružiny vystavené: neoxidujúcim kyselinám alebo katodickému čisteniu a nástreku. Na to sú citlivé listové pružiny kalené po vytvarovaní.
Riziko krehnutia klesá pri nižšej pevnosti v ťahu a tvrdosti. Všeobecne platí, že krehnutie nevzniká v prípade ocele s pevnosťou v ťahu < 1000 N/mm² alebo tvrdosťou < 30 Vickers. Väčšinu vodíka je možné odstrániť dodatočným tepelným spracovaním (kontinuálny ohrev). Teplota a dĺžka tepelného spracovania závisí od hrúbky materiálu:
Hrúbka materiálu < 3 mm 170 °C – 180 °C 5 hodín.
Hrúbka materiálu < 12 mm 190 °C – 210 °C 4 hodín.
Vytváranie povrchovej úpravy je málokedy bezrizikové. Spoločnosť Alcomex tieto úkony vykonáva vždy po konzultácii so špecialistami tak, aby bola zaručená kvalita nami vyrobených pružín a pružinových systémov.